




橡膠同步帶進(jìn)行加黃膠、開(kāi)槽打孔加工,能滿(mǎn)足不同設(shè)備的特殊需求。但操作過(guò)程講究細(xì)節(jié),每一步都關(guān)系到同步帶最終的使用效果。
首先是準(zhǔn)備工作。要根據(jù)設(shè)備要求確定打孔位置、開(kāi)槽尺寸,用專(zhuān)用的標(biāo)記工具在同步帶上精準(zhǔn)劃線(xiàn)。同時(shí),準(zhǔn)備好加工設(shè)備,像機(jī)械開(kāi)槽機(jī)、激光打孔機(jī),以及適配的黃膠和涂膠工具。加工前需檢查同步帶表面是否平整、有無(wú)瑕疵,保證基礎(chǔ)質(zhì)量。
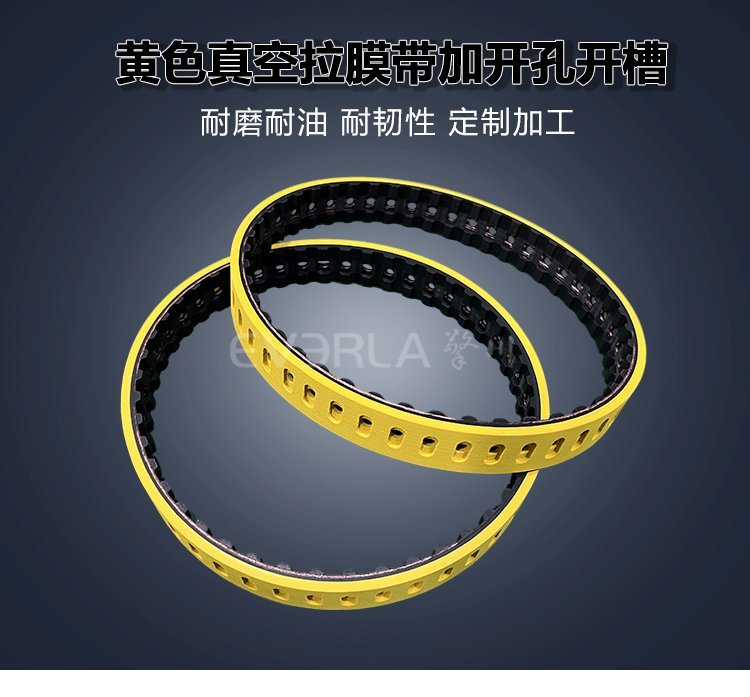
接著進(jìn)入開(kāi)槽環(huán)節(jié)。如果是機(jī)械開(kāi)槽,需將同步帶固定在工作臺(tái)上,根據(jù)預(yù)設(shè)的槽深、槽寬參數(shù)調(diào)試刀具。刀具轉(zhuǎn)速、進(jìn)給速度都要嚴(yán)格把控,避免因速度過(guò)快導(dǎo)致橡膠帶邊緣毛糙或斷裂。激光開(kāi)槽則要調(diào)整好激光功率與聚焦位置,通過(guò)程序控制切割路徑,這種方式精度高,適合細(xì)小、復(fù)雜的槽型加工。
打孔工序同樣關(guān)鍵。將同步帶平穩(wěn)放置在打孔模具上,模具的孔位需與標(biāo)記位置完全對(duì)齊。機(jī)械打孔時(shí),沖頭要垂直下壓,力度均勻,防止孔壁出現(xiàn)裂紋;激光打孔則利用高溫瞬間熔穿橡膠,形成光滑圓孔,孔徑誤差可控制在極小范圍。
最后是加黃膠步驟。先清潔同步帶待涂膠表面,去除灰塵、油污,保證粘合效果。用刮刀或輥涂設(shè)備將黃膠均勻涂抹在指定區(qū)域,膠層厚度控制在 0.1-0.3mm 之間。涂膠后,需在常溫下靜置固化,或根據(jù)膠水特性進(jìn)行加熱處理,確保黃膠完全干透、達(dá)到最佳粘性。
加工完成后,還要對(duì)同步帶進(jìn)行全面檢查。查看槽孔邊緣是否光滑、黃膠有無(wú)氣泡或脫膠現(xiàn)象,通過(guò)拉力測(cè)試、摩擦系數(shù)檢測(cè)等手段,驗(yàn)證其性能是否達(dá)標(biāo)。只有經(jīng)過(guò)嚴(yán)格檢驗(yàn)的同步帶,才能投入使用。
廣州擎川深耕傳動(dòng)帶領(lǐng)域多年,8000 多平米生產(chǎn)基地配備 20 余臺(tái)進(jìn)口加工設(shè)備。在橡膠同步帶加黃膠、開(kāi)槽打孔工藝上,積累了豐富經(jīng)驗(yàn)。從設(shè)備調(diào)試到成品檢測(cè),每個(gè)環(huán)節(jié)都由專(zhuān)業(yè)團(tuán)隊(duì)嚴(yán)格把控,確保加工精度與產(chǎn)品質(zhì)量。已為 3000 多家企業(yè)提供定制化服務(wù),憑借可靠的技術(shù)實(shí)力,成為眾多客戶(hù)信賴(lài)的合作伙伴。
?
